-

上海迈舜国际贸易有限公司
主营:镀铝锌,酸洗,电工钢 - 18717972060

上海迈舜国际贸易有限公司
主营:镀铝锌,酸洗,电工钢 7
7
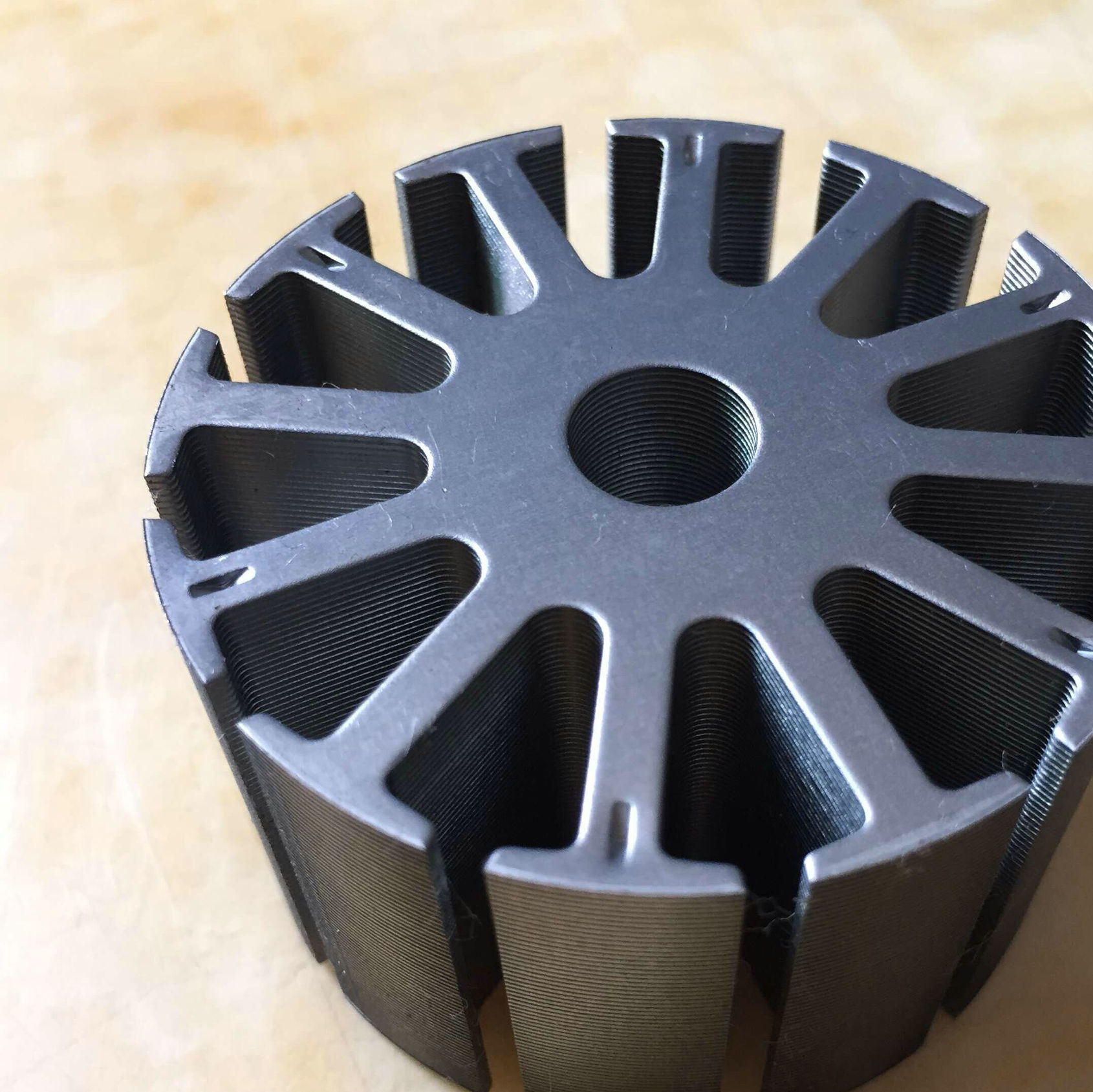
材质名称:B35A250 种类:电工钢(硅钢片,矽钢片) 厚度:0.35 铁损P15/50 W/KG 不大于:2.5 磁感应强度峰值B50 T 不小于:1.62 叠装系数 % 不小于:95 无机涂层 D 有良好的耐热性和焊接性 半**薄涂层 A 改善冲片,并有良好的焊接性 半**厚涂层 H 冲片好,层间电阻高 无铬涂层 K 涂层中不含六价铬,具有良好的焊接性 自粘接涂层 Z 具有良好的后粘接性能,铁心固定强度大 本发明涉及一种长定子的自粘接硅钢片的叠压方法,用于将带有自粘结涂层的电工钢片相互粘结.表面上带自粘接涂层的硅钢片是一种新颖的电工钢材料,钢片表面涂层在一定的压力下经加热将钢片粘接在一起。制成的铁芯在使用过程中磁性能损伤少,钢片之间的粘接力强。目前用于加压、加热粘接的模具主要有四种加工形式。一种模具是不带弹簧片的螺栓模具。该模具是由上下两块压板带螺栓组成,铁芯放在两块压板之间,配上螺栓,将模具和铁芯整体放在压机上,向压板施加所需的压力,铁芯被压紧,在旋紧螺栓后,压机卸压,取下模具,再把整个模具放入烘箱内加热,使钢片粘接不松散。在规定的时间后取出,冷却后松开螺栓,取出铁芯。该模具在使用过程中存在一定的缺陷,由于芯片和模具之间是硬接触,在加热固化过程中,模具和铁芯受热会膨胀,模具尺寸变大,自粘接涂层在加压时会软化流动,有少量胶液会从芯片间流出,导致整个铁芯厚度尺寸变小,芯片受到的压力也会下降,压力有可能下降为零。芯片受压下降,直接影响钢片之间的粘接牢度,难以保证产品的质量。该模具在使用中的另一缺陷是操作工需频繁地旋紧和旋松螺栓,生产效率低,且不宜在流水线上使用。*二种模具是在一种模具的基础上进行了改进,增加了弹簧片,基本上解决了加压加热过程中胶液外泄的缺陷。因弹簧片的作用,钢片所受压力不会下降,产品的质量得以保证。但模具的主要结构没有改变,操作工仍然需要频繁地旋紧和旋松螺栓。*三种模具是带加热加压力的设备。该设备实际上是模具、加热炉、压力机为一体的组合装置。该装置基本上消除了上面谈及的缺陷,但产生了一个新的缺陷,就是生产效率低,只宜少量生产试件。*四种模具是在带弹簧片的螺栓模具上加以改进。这种模具增加了推杆和碟形弹簧,省却了压机顶压的生产程序。在使用过程中,通过预先设定的压力,旋紧螺栓将压板推进固定的距离(预先设定好),就能得到设定的压力。这种模具在大批量生产中通过旋紧螺栓很难保证每个产品在加工中受到的压力均等,产品质量也难以保证。 发明的目的是为了克服现有技术的不足,提供一种长定子的自粘接硅钢片的叠压方法,它能用于大批量生产的流水线上,具有操作方便,硅钢片受压均匀,产品性能稳定且技术指标符合设计要求的特点。